
How a Decanter Centrifuge Transforms Waste into Valuable Outputs
In many industrial processes, materials are handled in the form of a slurry, a mixture of liquids and suspended solids. While slurries are common in industries such as mining, wastewater treatment, food processing, renewable energy, and manufacturing, they often present a challenge: how do you efficiently separate the slurry into the valuable liquid from the solid material?
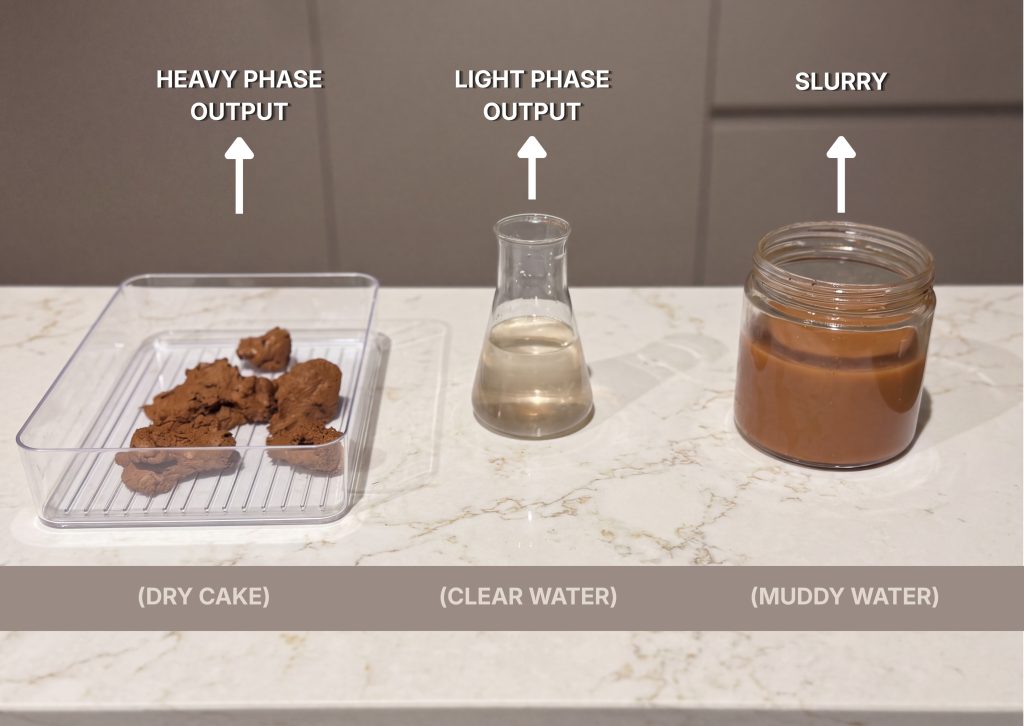
The image above provides a simple visual demonstration of what a Sacor decanter centrifuge achieves every day in industrial operations around the world.
Understanding the Three Streams of Slurry Separation
1. Slurry Input – The Starting Point
On the right side of the image is the slurry feed. This mixture contains both liquid and fine solid particles suspended together. Left untreated, the solids remain dispersed throughout the liquid, making the material difficult to process, recycle, discharge, or reuse.
For many facilities, transporting, storing, or disposing of untreated slurry can be expensive and inefficient. The goal is to separating slurry components into individual streams that can be managed more effectively.
2. Light Phase Output – Clarified Liquid
In the centre of the image is the light phase output, represented by clear water.
Inside a decanter centrifuge, the slurry is accelerated to extremely high rotational speeds, generating thousands of times the force of gravity. Under these conditions, the denser solid particles rapidly move outward toward the bowl wall, while the lighter liquid remains closer to the centre.
The result is a clarified liquid stream that can often be:
- Reused within the process
- Recycled to reduce water consumption
- Sent for further treatment
- Discharged more easily where regulations permit
Recovering clean process water not only reduces environmental impact but can also deliver significant operational cost savings.
3. Heavy Phase Output – Dewatered Solids
On the left side of the image is the heavy phase output, represented by a dry cake.
As solids accumulate against the rotating bowl wall, an internal screw conveyor continuously transports them toward the discharge end of the machine. During this journey, additional liquid is removed, resulting in a much drier solid product.
Benefits of producing a dewatered cake include:
- Reduced disposal and transport costs
- Lower storage requirements
- Easier handling and processing
- Improved recovery of valuable materials
- Reduced environmental footprint
The drier the cake, the less water is being transported as waste, delivering direct savings for operators.
Why Decanter Centrifuges Are So Effective
Unlike traditional settling tanks that rely solely on gravity, decanter centrifuges use centrifugal force to dramatically accelerate separating slurry. This enables:
✔ Continuous operation
✔ High throughput capacities
✔ Consistent separation performance
✔ Reduced footprint compared to conventional settling systems
✔ Reliable operation across varying feed conditions
Whether treating wastewater sludge, processing mineral slurries, recovering valuable products, or supporting renewable energy applications, decanter centrifuges provide a robust and efficient solution for solid-liquid separation.
The Sacor Advantage
At Sacor, we specialise in supplying advanced centrifuge technology designed to maximise separation efficiency while minimising operating costs. Our solutions help businesses recover valuable resources, reduce waste volumes, improve sustainability outcomes, and optimise production processes, all while separating slurry.
The simple demonstration shown in this image perfectly illustrates the principle behind decanter centrifuge technology:
One slurry feed enters the machine, and two valuable outputs leave it, a clarified liquid stream and a dewatered solids cake.
It is this ability to transform difficult-to-handle slurries into manageable, valuable products that makes decanter centrifuges an essential technology across countless industries.
